中文简体
中文简体 深溝玉軸受は、耐久性、強度、耐食性の点から、通常、クロム鋼やステンレス鋼などの高品質鋼を使用して作られています。時々使用される他の材料には、セラミック、プラスチック、ハイブリッド材料などがあります。
の製造工程は、 607-2RS 深溝玉軸受 いくつかの段階が含まれます。最初の段階は鋼の準備です。これには、炉で鋼を溶解し、精製することが含まれます。次に、鋼はビレットまたはインゴットに鋳造され、その後、所望の形状に鍛造または圧延されます。
次の段階は、内輪、外輪、ボール ベアリング、保持器などのベアリング コンポーネントの機械加工です。これは通常、非常に正確な形状と寸法を生成できるコンピューター制御の機械を使用して行われます。
機械加工後、ベアリング部品は熱処理され、強度と耐久性が向上します。これには、コンポーネントを特定の温度に加熱し、その後急速に冷却して目的の特性を達成することが含まれます。
製造プロセスの最終段階は、ベアリング部品を組み立てて完全な深溝玉軸受を完成させることです。これには通常、コンポーネントを一緒に押し込み、止め輪またはスナップ リングで固定することが含まれます。
製造プロセス全体を通じて、ベアリングが意図された用途に必要な規格と仕様を確実に満たすように、厳格な品質管理措置が導入されています。
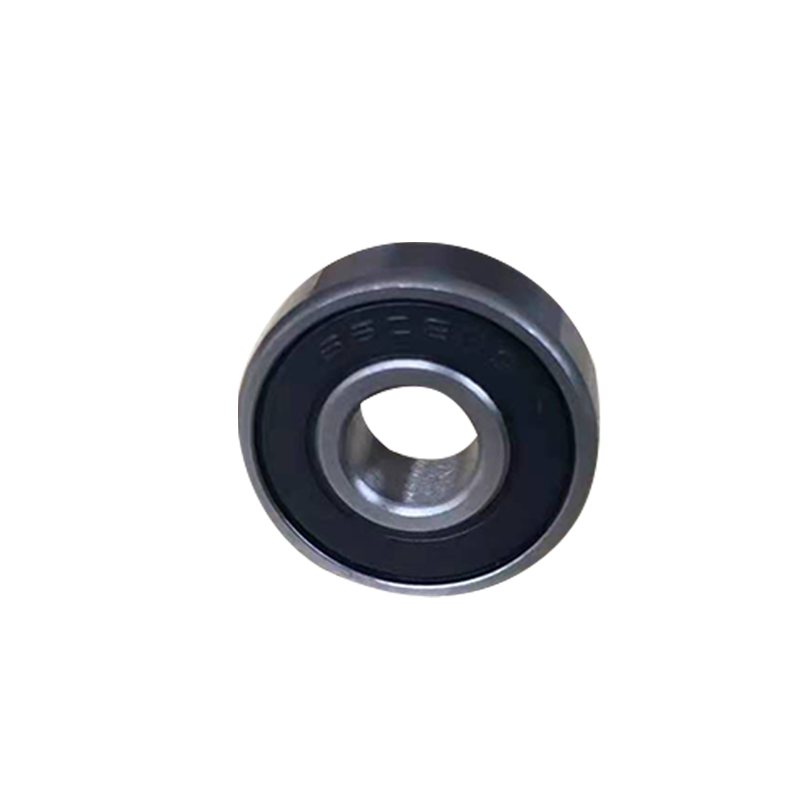
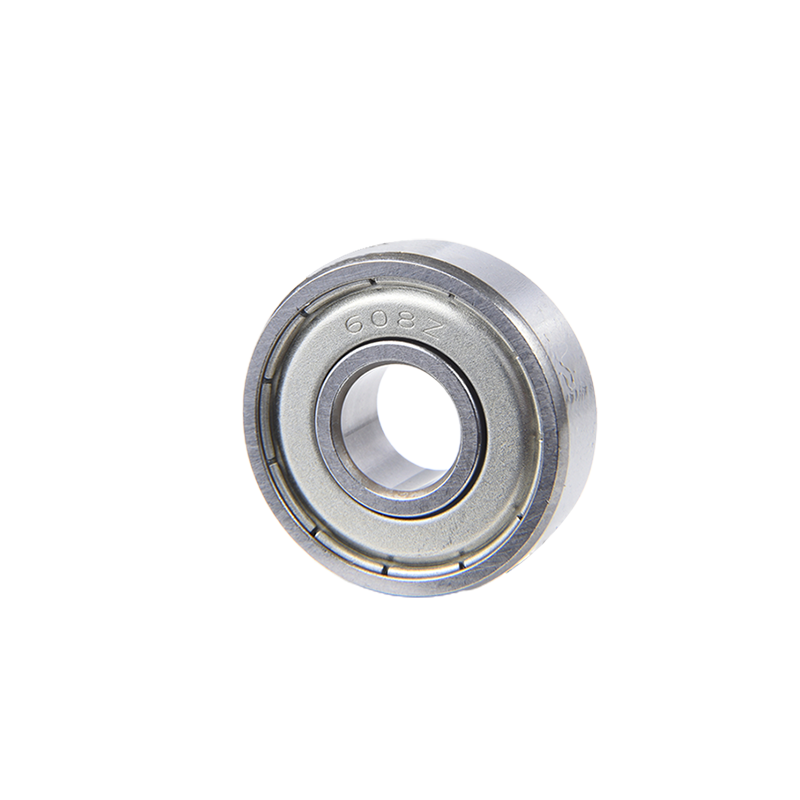
607-2RS ボール ベアリングには、汚染を防ぐ 2 つのシール面があります。このベアリングはグリースで潤滑されており、シールドまたはシールされたバージョンとして利用できます。
シールドベアリングは工場出荷時のベアリングよりも優れた性能を発揮します。グラインダーの吸気側に最適なタイプです。高速アプリケーションには強くお勧めします。